Model 120+100/200+120Screw Diameter φ120+100/φ200+120L/D Ratio 25:1Extrusion Output 320-1000 kg/hMain Motor /Outlet Diameter 10-180 mmSpeed 30-80 m/minApplication Medium-voltage power cable
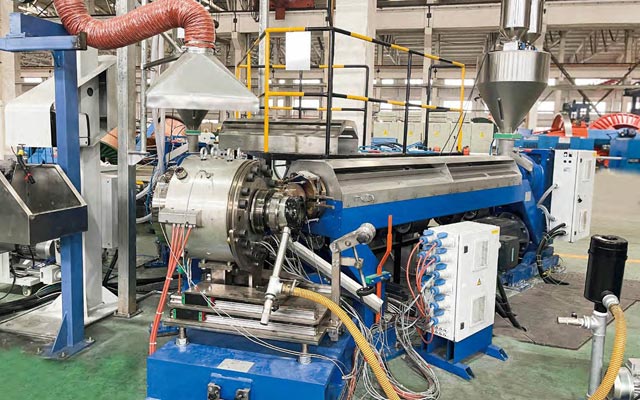
Medium-voltage Power Cable Extrusion Line
A medium-voltage power cable extrusion production line is a complete set of equipment specifically designed for manufacturing the core components of medium-voltage power cables rated at 3.6/6 kV to 26/35 kV. Its primary task is to produce an insulation layer with extremely high uniformity and purity, along with a tightly bonded semi-conductive shielding layer. Compared to low-voltage production lines, it is significantly more advanced in terms of technical complexity, precision requirements, and automation levels, as the insulation quality of medium-voltage cables directly impacts the long-term operational safety of power grids. The production line typically employs centralized computer control to precisely monitor and adjust parameters such as temperature, pressure, and line speed.
Core Components
The medium-voltage powder cable extrusion line primarily consists of the following components, arranged according to the process flow:
Pay-Off DeviceFunction: Supports and feeds copper or aluminum conductors. Provides stable and adjustable tension control to prevent thinning or抖动 of the conductor.
Types: Active pay-off (powered) or passive pay-off (unpowered, controlled by braking).
Conductor Pre-HeaterFunction: Heats the conductor to a certain temperature (e.g., above 90°C) before extrusion.
Purpose:
Removes moisture from the conductor surface to prevent bubble formation ("microvoids") during extrusion.
Reduces the temperature difference between the conductor and the molten insulation material, minimizing internal stress and improving interfacial bonding quality.
Two or More Layers Co-Extrusion SystemThis is the technological core of the medium-voltage production line, typically consisting of two or more extruders and a shared die head.
Online Detection and Control SystemLaser Diameter Gauge: Monitors the insulation outer diameter in real-time without contact and feeds data back to the control system to automatically adjust the extruder or traction speed, ensuring minimal thickness tolerance.
Eccentricity Gauge: Ensures the insulation layer is uniformly coated on the conductor without core shift.
Spark Tester: Detects defects such as pinholes or breaks in the insulation layer online (applicable only to cores with an outer shield, which must be grounded).
Industrial Computer/PLC: The "brain" of the entire production line, centrally controlling parameters such as temperature, speed, tension, and pressure for all equipment.
Traction DeviceFunction: Provides the driving force for the production line, pulling the cable forward at a constant or programmable speed. Requires extremely stable speed without vibrating.
Types: Caterpillar haul-off or dual-wheel capstan.
Take-Up DeviceFunction: Winds the cooled and set finished insulated core neatly onto large reels.
Requirements: Synchronized with the traction speed, constant and adjustable tension, and neat winding.
Medium-voltage Power Cable Extrusion Line Datasheet
| Model |
120+100 |
200+120 |
| Screw Diameter (mm) |
φ120+φ100 |
φ200+φ120 |
| Screw L/D Ratio |
25:1 |
25:1 |
| Extrusion Amount (kg/hr) |
φ120: ≤450 kg/h, φ100: ≤320 kg/h |
φ200: ≤1000 kg/h, φ120: ≤500 kg/h |
| Inlet Wire (mm) |
/ |
55-160 |
| Outlet Wire (mm) |
10-80 |
70-180 |
| Traction (N) |
/ |
≤32000 |
| Production Speed(Max., m/min) |
80 |
30 |
| Pay-off Spool (mm) |
φ1000-φ2500 |
φ2000-φ4200 |
| Take-up Spool (mm) |
φ1000-φ2500 |
φ2000-φ4200 |
Core Components List
| Rail-mounted Motorized Pay-off Stand |
2 sets |
| Auxiliary Caterpillar Puller |
1 set |
| Asphalt Coating Unit |
1 set |
| Ø200 Extruder / Ø120 Extruder |
1 set |
| Ø120 Extruder / Ø100 Extruder |
1 set |
| Dual-layer Extrusion Head and Cart |
2 sets |
| Extrusion Head Vacuum Unit |
1 set |
| Mobile Water Trough and Hot Water Tank |
1 set |
| Stainless Steel Cooling Trough |
1 set |
| Cable Air Wiping / Drying Unit |
1 set |
| Length Counter / Meter Counter |
1 set |
| Main Caterpillar Puller / Haul-off |
1 set |
| Graphite Coating Unit |
1 set |
| Rail-mounted Motorized Take-up Stand |
2 sets |
| Spark Tester |
1 set |
| Electrical Synchronous Control System |
1 set |
Medium-voltage Power Cable Extrusion Line Application
The medium-voltage power cable extrusion production line is a complete set of equipment specifically designed for manufacturing the core components of medium-voltage power cables rated from 3.6/6 kV to 26/35 kV. This production line is exclusively used to produce the core part of medium-voltage cables:
Co-extrusion of Conductor Shielding, Insulation Layer, and Insulation ShieldingThis is the sole core application of medium-voltage production lines. Utilizing triple-layer co-extrusion technology, the main insulation structure of the cable is completed in a single operation.
Materials:
Conductor Shielding Material: Ultra-smooth semi-conductive material used to evenly distribute the electric field on the conductor surface.
Insulation Material: Ultra-pure cross-linked polyethylene (XLPE).
Insulation Shielding Material: Strippable semi-conductive material used to evenly distribute the electric field on the insulation surface.
Extrusion of Metallic Shielding Layer/Sheath (Subsequent Process)After the insulated core is completed, the cable moves to subsequent processes, such as applying copper tape shielding, extruding a metallic sheath (e.g., aluminum sheath), or adding a final non-metallic sheath (e.g., PVC or PE). These processes are typically carried out on a separate sheathing extrusion line.